Silicone moulding compounds

More Information:
Silicone for Mould Making – Precise Silicone Moulding with R&G
Do you want to create a silicone mould? With R&G's silicone for mould making, you can achieve precise castings for creative projects in model and mould making. Our high-quality silicone enables the reproduction of the finest details and offers maximum flexibility.
Whether you need silicone for casting epoxy resin, concrete, or wax – at R&G, you'll find the right silicone moulding compound for your project. Discover our range of liquid moulding silicone, which stands out for its excellent reproduction accuracy and easy handling.
What is Silicone for Mould Making?
Silicone moulding compound is a 2-component system used as a room-temperature curing silicone rubber. It consists of a base (component A) and a hardener (component B).
After mixing both components in the correct ratio, a liquid silicone is formed, which can be poured. After curing, a flexible, permanently elastic mould is created, precisely mirroring the original model. This silicone moulding compound is ideal for creating precise silicone casting moulds for various applications.
Why Use Silicone for Mould Making? Advantages and Applications
Silicone for mould making allows the creation of highly flexible moulds that effortlessly reproduce even complex original models with undercuts. For anyone looking to make professional or DIY silicone moulds, this is the ideal method. All our silicones are self-releasing, so no release agent is required. Original models made from common materials such as wood, metal, plastic, plaster, stone, and wax are well-suited for moulding with silicone rubber.
Typical Applications:
- Production of model parts, furniture decorations, relief images
- Jewellery candles, architectural models, decorative buttons
- Doll bodies, sealing profiles
- Reproductions in monument preservation
R&G Moulding Silicone Range at a Glance – The Right Silicone for Casting for Every Application
Our range of silicone for mould making offers diverse products tailored to different requirements. The technical data of our silicone moulding compound will help you with your selection.
| Silicone type | Description | Mixing ratio | Processing time | Demouldable | Heat resistance | Hardness Shore A | Colourable with R&G Universal colour pastes |
|---|---|---|---|---|---|---|---|
| KDSV-10 | Casting compound, white, condensation-curing | 100 : 2 to 100 : 3 | 30 - 50 minutes (at 25 °C) | 4 - 5 hours (at 25 °C) | short-time up to max. 200 °C | 10±2 | yes |
| KDSV-25 | Casting compound, white, condensation-curing | 100 : 2 to 100 : 3 | 30 - 40 minutes (at 23 °C) | 3 - 5 hours (at 25 °C) | short-time up to max. 200 °C | 25±2 | yes |
| KDSV M 4470 | Casting compound, red-brown, condensation-curing, suitable for casting of low-melting metal alloys (e.g. lead and tin) |
100 : 2 to 100 : 3 | 20 - 40 minutes (at 25 °C) |
2 - 4 hours depending on curing agent quantity | Continuous temperature resistance 200 °C short-time up to max. 300 °C | 60 | yes |
| ADDV-10-EC CRYSTAL CLEAR (not for mold making*) | Casting compound, crystal clear, addition-curing | 100 : 100 (= 1 : 1) | 30 - 60 minutes (at 25 °C) |
4 - 6 hours (at 25 °C) | short-time up to max. 200 °C | 10±2 | no |
| ADDV-25 BLAU | Casting compound, blue, addition-curing | 100 : 100 (= 1 : 1) | 30 - 50 minutes (at 25 °C) | 4 - 5 hours (at 25 °C) | short-time up to max. 250 °C | 25±2 | no |
| ADDV-42 RED | Casting compound, red, addition-curing, suitable for casting of low-melting metal alloys (e.g. lead and tin) |
100 : 100 (= 1 : 1) | 30 - 50 minutes (at 25 °C) | 4 - 5 hours (at 25 °C) | short-time up to max. 250 °C | 40±2 | no |
| ADDV M 4641 | Casting compound, translucent, addition-curing, FDA and BfR compliant, suitable for food |
100 : 10 (= 10 : 1) | 90 minutes (at 23 °C) | 15 hours (at 23 °C) (30 min. at 70 °C) | Continuous temperature resistance 180 °C | 43 | no |
| 2K kneadable Silicone Rubber Rapid | Kneadable compound, yellowish, addition-curing | 100 : 100 (= 1 : 1) | 1.5 - 3 minutes (at 23 °C) | 5 - 10 minutes (at 23 °C) | > 200 °C | 45 | no |
*) Not intended for mould making. Due to its low tear strength, the ADDV-10 CRYSTAL CLEAR system is only suitable for electrical castings and similar applications.
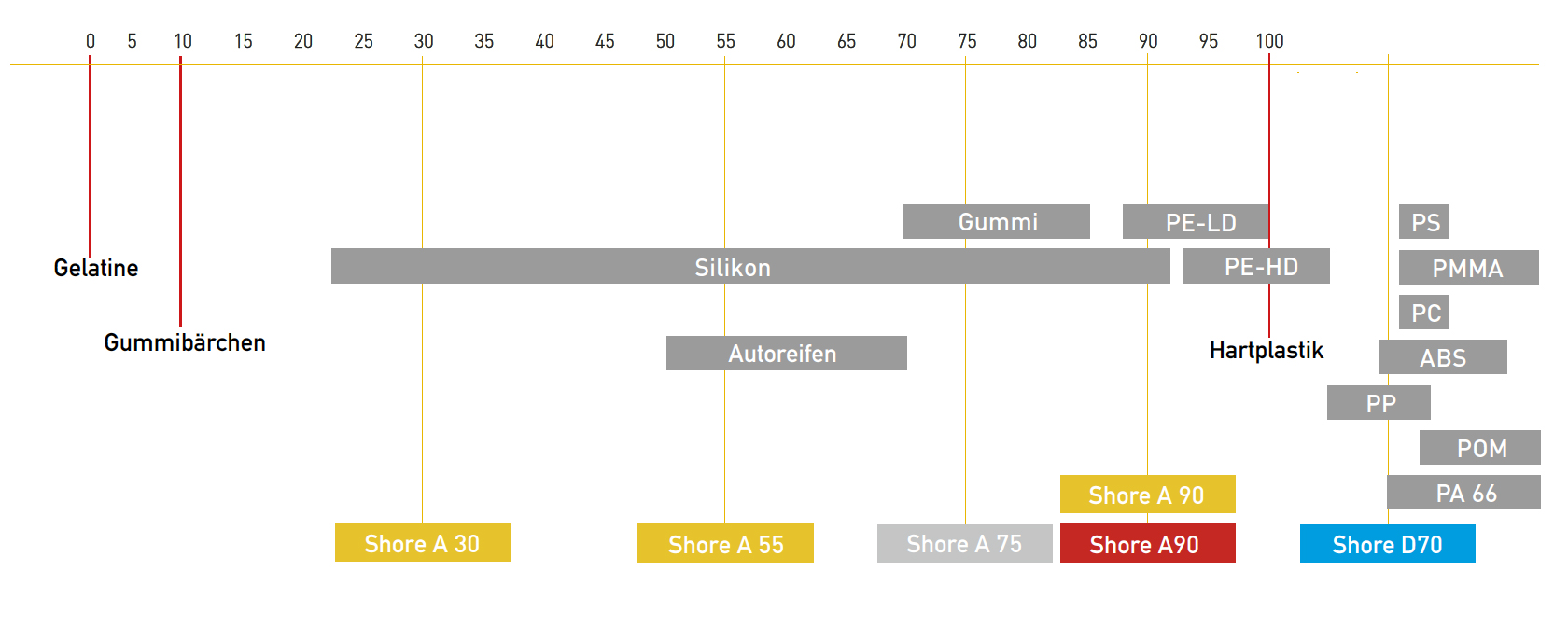
The Shore A Hardness Scale – Flexibility and Applications
The Shore A hardness is a measure of the hardness of elastomers. It is crucial for selecting the right silicone for mould making depending on the complexity of the original model and the desired properties of the mould.
- Shore 0-20: Very soft silicones with very high flexibility. Ideal for moulds with pronounced undercuts.
- Shore 20-40: Medium-hard silicones. The most common materials for mouldings with undercuts and good dimensional stability.
- Shore 40-80: Hard silicones. For self-supporting moulds, vacuum casting resins, and rapid prototyping.
Understanding Curing Systems – Condensation vs. Addition
We differentiate between two curing systems for silicone for mould making:
Condensation-Curing Silicones: Economical and Versatile
Condensation-curing silicones (e.g., KDSV-10, KDSV-25, and KDSV M 4470) are a popular choice for the production of moulds. During condensation curing, a volatile alcohol compound is formed as a byproduct, leading to slight volume shrinkage. Accelerating the curing process by increasing temperature is not recommended.
Advantages:
- No vulcanization interference by inhibitors
- Curing speed adjustable (variation of hardener quantities)
- Excellent reproduction accuracy and outstanding release properties
- Colouring possible with R&G Universal Colour Pastes
- Short-term use up to max. 200 °C, KDSV M 4470 even up to 300 °C
Addition-Curing Silicones: Precise and Shrinkage-Free
Addition-curing silicones (e.g., ADDV-10-EC CRYSTAL CLEAR, or ADDV-10 TRANSLUCENT) are characterized by a platinum-containing catalyst complex. This controls vulcanization without the release of a byproduct, making it shrinkage-free. The curing speed can be extremely accelerated by heat after processing.
Advantages:
- Acceleration of reaction by increased temperature
- Irreversible curing, no weight loss during curing
- Very low shrinkage rate (< 0.1 %)
- No release of byproducts
- Excellent reproduction accuracy and outstanding release properties
- High detail fidelity and reproduction accuracy
Processing Moulding Silicone – Important Notes
Original models made from common materials such as wood, metal, plastic, plaster, stone, and wax are well-suited for moulding with silicone rubber. All silicones are self-releasing, so no release agent is required. For the production of moulds, precise adherence to the mixing ratio and thorough stirring are crucial. Make sure to avoid air bubbles to achieve a perfect silicone casting mould.
How the processing works is shown in the following YouTube videos:
- Casting Techniques & Silicone Mould Making 1
- Casting Techniques & Silicone Mould Making 2
- Processing Condensation-Curing Silicones (Video)
- Processing Addition-Curing Silicones (Video)
A detailed selection guide for all silicones as well as a brochure with processing instructions can be found in the R&G eWiki.
FAQ – Frequently Asked Questions about Silicone for Mould Making
Which Silicone for Mould Making?
For silicone moulding, RTV-2 silicones, divided into addition- and condensation-curing systems, are suitable. The choice depends on the desired Shore hardness (flexibility), precision (shrinkage), and application. For high tear strength and the finest details, addition-curing silicones are often the best choice. Our product table and selection guide provide orientation here.
Can you use Silicone for Mould Making?
Yes, silicone moulding is the preferred method for producing flexible casting moulds. Thanks to its high elasticity and high tear strength, even complex original models with undercuts can be easily demoulded. The moulding silicone reproduces the finest details of the original.
How long does Moulding Silicone need to cure?
Moulding silicone does not "dry" but cures through a chemical reaction. Demoulding is possible after 2-6 hours, depending on the product and temperature. Full curing can take up to 24 hours, or longer for some systems. For ADDV M 4641, demoulding is possible after 15 hours at 23°C, or after 30 minutes at 70°C for fast curing. The Shore A after 24 hours is a good indicator of final hardness.
Can I use normal silicone for mould making?
No, normal silicone (e.g., from a hardware store) is typically a 1-component system that cures by air humidity and is not suitable for mould production. It only cures superficially and does not possess the necessary high tear strength, elasticity, and reproduction accuracy required for a precise silicone moulding compound. Always use special 2-component silicone for casting from R&G.
Why is my silicone still sticky after 24 hours?
A sticky cured silicone is usually an indication of an incorrect mixing ratio of component A and B or insufficient stirring. Temperatures that are too low can also slow down curing. Make sure to weigh the components precisely and mix thoroughly for at least 2-3 minutes. With condensation-curing silicones, high humidity or the presence of inhibitors can impair curing.

